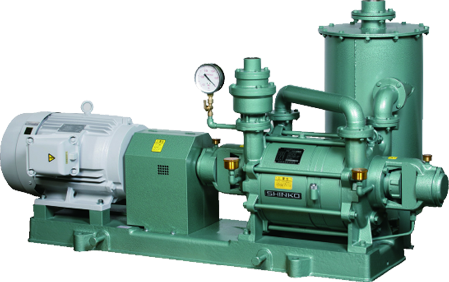
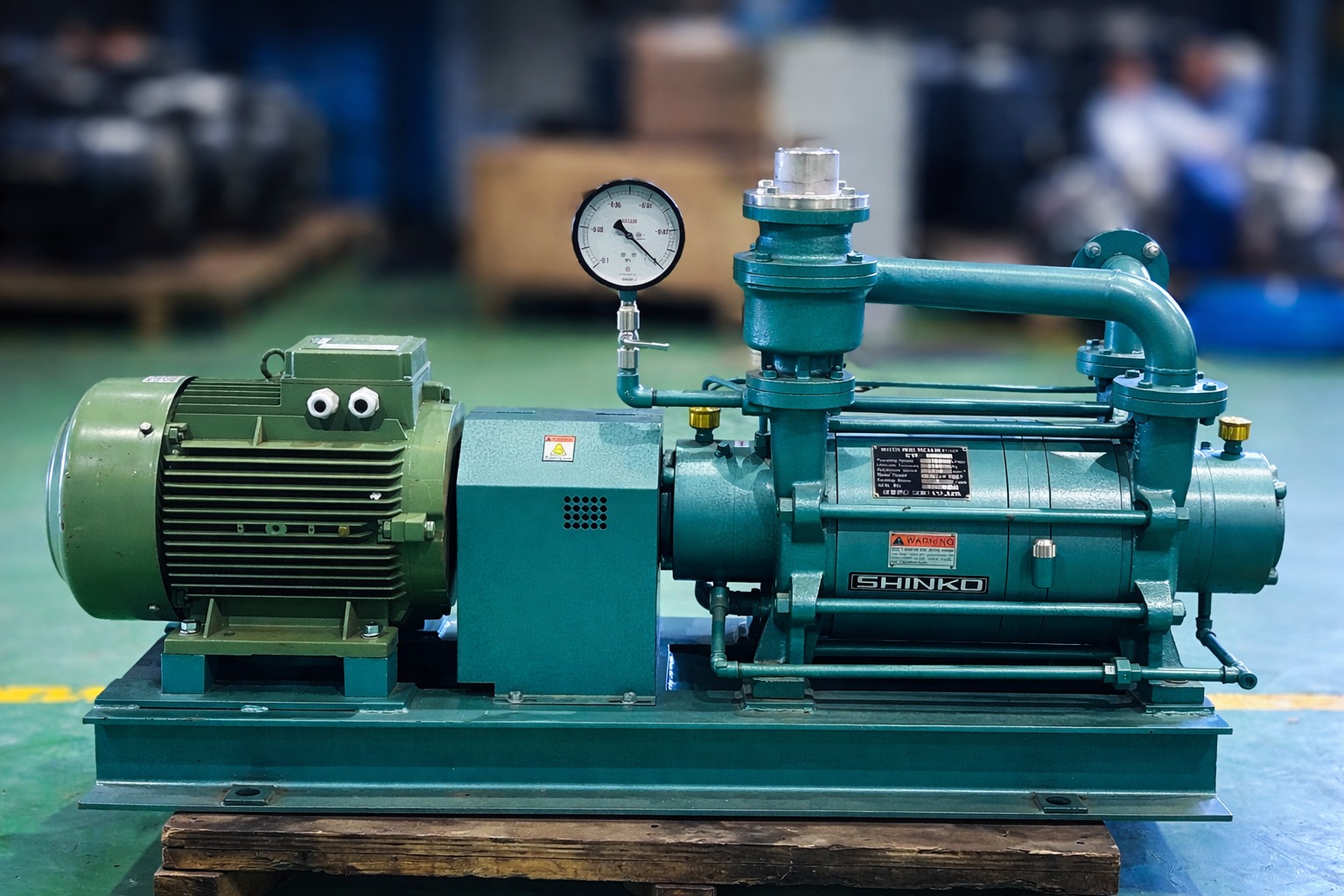
Tekman offers rugged and reliable Liquid Ring Vacuum Pump (LRVP) specifically designed for rough vacuum applications in industries such as pharmaceuticals and chemicals. Known for their ability to handle solids, particles, and liquids in process vapors, these Liquid Ring Vacuum Pumps provide a robust solution for a wide range of industrial needs.
The Liquid Ring Vacuum Pump is ideal for applications requiring rough vacuum. Designed to handle both solid particles and liquid components in the process vapors, these pumps can operate at low pressures down to 30 mm Hg. With forced circulation options, they offer excellent performance in demanding industries like pharmaceuticals and chemicals.
Ready to optimize your industrial processes with a custom-engineered vacuum solution?
Our team of experts is here to help. Contact us today to discuss your specific needs and discover how Tekman can enhance your productivity and efficiency.
Key Specifications of Liquid Ring Vacuum Pump
Liquid Ring Vacuum Pumps are widely used in industrial processes that demand reliable vacuum performance under wet, corrosive, or contaminated operating conditions. Their simple yet robust design allows stable operation even when handling vapors, liquids, or particulates. Before selecting a Liquid Ring Vacuum Pump, it is important to evaluate the key specifications and application-specific factors that influence efficiency, reliability, and long-term operating cost.
Technical Specifications
Model
Pumping speed (L/min)
Ultimate pressure (torr) Water temp.15°
Ultimate pressure (torr) with air ejector
Motor (kW)
Water consumption L/min
Inlet dia.
Outlet dia.
Weight (kg)
Measurement (mm) D×W×H
SW-S7
90
50
—
0.4
4
PT1/2
PT1/2
24
334×223×277
SW-S15
250
50
—
0.75
5
PT1/2
PT1/2
24
363×240×353
SW-25S
370
17
10
1.5
6
VF25
PS1
50
780×445×494
SW-50S
700
17
10
2.2
8
VF25
PS1
58
820×454×494
SW-100ⅡS
1250
17
6
3.7
10
VF40
PS2
120
1000×590×605
SW-150S
2100
17
6
5.5
12
VF50
PS2
140
1154×713×625
SW-200S
2500
17
6
7.5
16
VF50
50A
185
1320×795×760
SW-300S
4500
17
6
11
35
VF50
VG80
350
1610×895×877
SW-600ⅢS
10000
17
6
30
80
VF80
150A
700
1560×1220×1200
Why Choose our Liquid Ring Vacuum Pump?
Choosing our Liquid Ring Vacuum Pumps means investing in a solution designed for durability, process reliability, and long-term value. With the ability to perform reliably in harsh and wet process environments, these Liquid Ring Vacuum Pumps ensure smooth operation, minimal maintenance, and consistent vacuum performance over their operating life.
Available in single-stage and double-stage configurations.
Offers both gland packed and mechanical seal designs.
Wide variety of material of construction available – CI, SS-136, SS-316L, Titanium.
Wide range of pumping speeds suitable for various industrial applications.
Can be integrated with an air ejector for a lower ultimate vacuum with simple design.
Low vibration design for a quieter operation.
Corrosion-resistant materials ensures durability.
Energy-efficient design to reduce overall operational costs.
Manufactured using higher-grade materials and better manufacturing tolerances, ensuring extended service life and enhanced resistance to corrosion for Liquid Ring Vacuum Pumps.
Our engineering team combines deep domain knowledge with hands-on application experience to ensure precise product selection and seamless implementation, supported by end-to-end technical assistance throughout your journey.
Higher-spec Liquid Ring Vacuum Pumps consistently maintain vacuum levels even under high vapour loads, making them ideal for distillation and evaporation applications.
We provide reliable and responsive after-sales service with swift issue resolution to ensure smooth and uninterrupted operations. Our nationwide service network guarantees timely support whenever required.
Applications & Industries for Liquid Ring Vacuum Pump
These Liquid Ring Vacuum Pumps are particularly suited for the pharmaceutical and chemical industries but are also used in general industrial applications requiring rough vacuum and the ability to handle solids and liquids.
Yes, the Liquid Ring Vacuum Pump can be constructed from corrosion-resistant materials such as SS-316L or Titanium, making it suitable for handling corrosive vapors.